Hello fellow Analysts,
Knowing the future is impossible (not yet), but you could easily guess what the outcome would be when you have a sequence of similar activities. Predictability is something you could gain by collecting meaningful (true) statistical data.
With the power of the Analytics module in Kanbanize, you could improve your planning and have better estimations just with a glimpse and a few clicks over our Lead Time Chart.
Normal (Gaussian) Distribution and Standard Deviations
First, the normal (or Gaussian) distribution is part of the probability theory. If you present the cycle and lead time of the cards that went through your board as a Gaussian distribution, you should have a bell-shaped curve, also known as the Bell curve.
The average cycle time of all cards would be the mean of your curve (pointing at the top of the bell).

Image source: http://www.muelaner.com
From a statistical point of view, 68% of all the values are within 1 standard deviation of the mean, 95% are 2 standard deviations from the mean, and 99.7% are 3 standard deviations from the mean.
Note: For simplicity, I'm skipping details such as formulas, calculations, constant values, and the different cases of the Gaussian distribution, skewed to the left or right, normalized, and so on. If you are missing this information and want to know more, get back to me, and I would love to follow up with you.
How to Apply the Normal (Gaussian) Distribution to Your Daily Work?
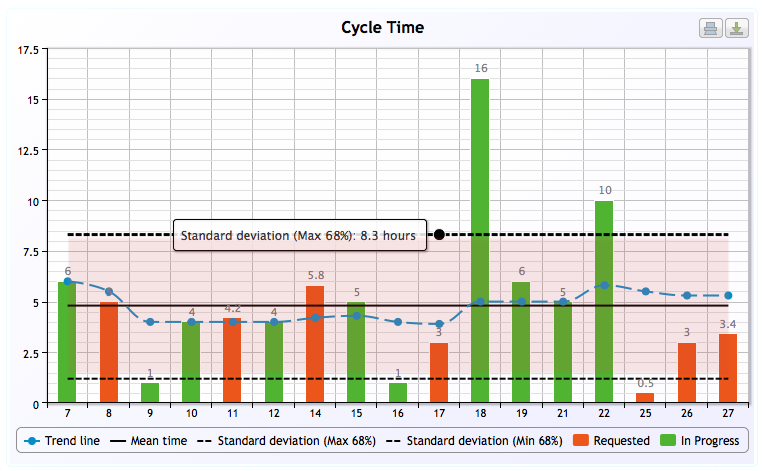
The three horizontal lines on the Cycle Time Chart represent the mean cycle time of all shown tasks and 1 standard deviation from the mean. So, the cycle time average of all tasks is the Mean line. Then the Min and Max lines wrap 68% of those tasks that are within 1 standard deviation of the mean cycle time (the colored range area).
From the mean value, we could find out what would be the expected time to finish new tasks. From the Max Deviation value, you could easily estimate what would be the worst but still within the standard deviation time to finish your tasks, so you could put a safety buffer in your estimation value.
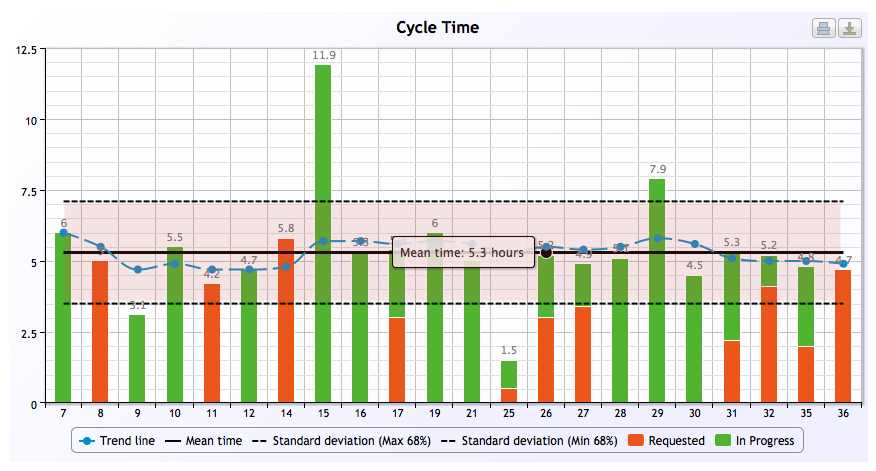
The size of your 68% standard deviation area depends on the density of your tasks around the mean value. If your cycle time values are scattered over the chart, your deviation range area will be wider. You can't really predict what would be the cycle time of the next incoming tasks.
If you, however, have a history of tasks with very similar cycle time values (high density), then your range will be thinner, and you will have very good predictability on how much time it will take for the new incoming tasks to get through.
Note: It really depends on what time exactly you want to measure (lead, cycle, logged or some filtered one by different columns), but in the general case, to have meaningful statistical data, I would recommend selecting only cards that are done (i.e., from your Done columns and/or from the Archives).
This way, the tasks in progress will not distort your ranges. The more Kanban cards usage history you have, the better your statistical data should be.
Hint: Once you have your range of cards displayed, don't forget to use the zoom option of the chart to analyze a sub-range that might be of interest to you.
That's just another way to get closer to predictability. To end this blog post, I'm quoting something I've heard and I found very meaningful, especially for any business activity:
"You could only control the things that you measure!"
So, measure, kanbanalyse, and control!

Bisser Ivanov
Co-founder and COO
Keen on innovation, exploration or simply trying new things. Would that be a technology, new methodology or just cool gadgets. Got almost 2 decades of experience working as a software engineer, team lead, QA/ processes manager and managing director in mid-size and large-scale software companies: ProSyst, SAP, Software AG.