Lean Management has adopted the principles and techniques originating as part of the Lean Manufacturing methodology and developed them further. Now we can experience Lean's benefits in management and transfer successful techniques from the times of post-war Japan to modern-day business conditions.
One of the most valuable takeaways is Poka-Yoke. It has become one of the most powerful work standardization techniques and can be applied to any manufacturing or service industry.
Its idea to prevent errors and defects from appearing in the first place is universally applicable and has proven to be a true efficiency booster.
Meaning and Birth of Poka-Yoke
The term Poka-Yoke (poh-kah yoh-keh) was coined in Japan during the 1960s by Shigeo Shingo, an industrial engineer at Toyota. Shingo also created and formalized Zero Quality Control – a combination of Poka-Yoke techniques to correct possible defects and source inspection to prevent defects.

Actually, the initial term was baka-yoke, meaning ‘fool-proofing’, but was later changed because of the term’s dishonorable and offensive connotation. Poka-Yoke means ‘mistake-proofing’ or more literally – avoiding (yokeru) inadvertent errors (poka).
Poka-Yoke ensures that the right conditions exist before a process step is executed, and thus preventing defects from occurring in the first place. Where this is not possible, Poka-Yoke performs a detective function, eliminating defects in the process as early as possible.
Poka-Yoke is any mechanism in a Lean manufacturing process that helps to avoid mistakes.
Its purpose is to eliminate product defects by preventing, correcting, or drawing attention to human errors as they occur.
Examples of Poka-Yoke Application
In a broader sense, it is also a behavior-shaping constraint as a process step to prevent incorrect operation.
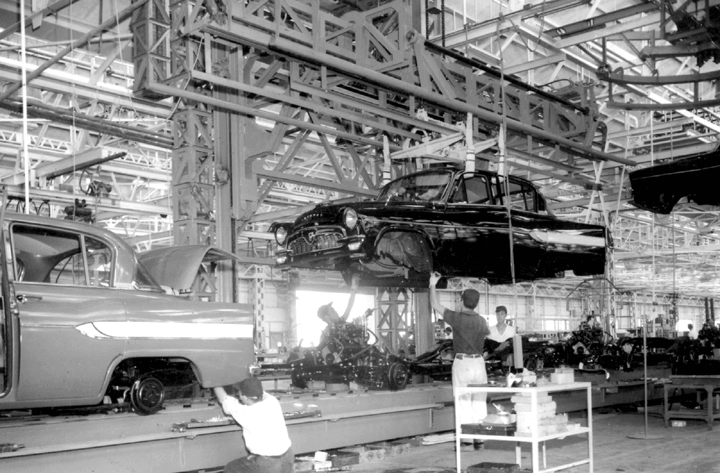
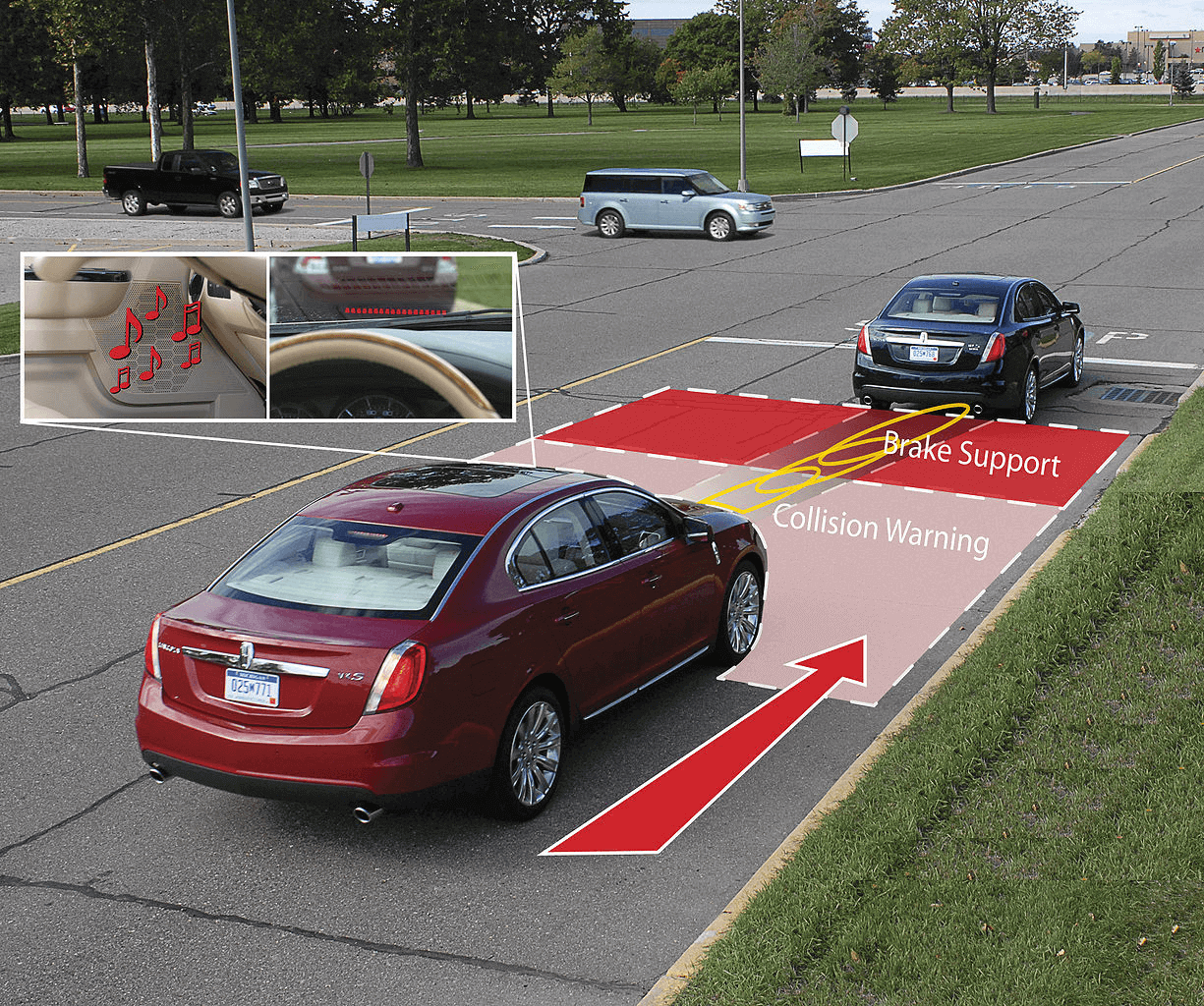
One of the most common is when a car driver with a manual gearbox must press on the clutch pedal (a process step – Poka-Yoke) before starting the engine. The interlock prevents an unintended movement of the car.
Another example is a car with an automatic transmission, which has a switch that requires the vehicle to be in “Park” or “Neutral” before it can be started.
These serve as behavior-shaping constraints as there are actions that must be performed before the car is allowed to start. This way, over time, the driver’s behavior is adjusted to the requirements by repetition and habit.
Other examples can be found in the child-proof electric sockets or the washing machine that does not start if the door is not closed properly to prevent flooding. These types of automation don’t allow mistakes or incorrect operation from the start.
Why Is Poka-Yoke Important?
The value of using Poka-Yoke is that it helps people and processes work right the first time, which makes mistakes impossible to happen.
These techniques can significantly improve the quality and reliability of products and processes by eliminating defects.
This approach to production fits perfectly the culture of continuous improvement, which is also part of the Lean management arsenal.
It can also be used to fine-tune improvements and process designs from six-sigma Define – Measure – Analyze – Improve – Control (DMAIC) projects. Applying simple Poka-Yoke ideas and methods in product and process design can eliminate human and mechanical errors.
10 Years Kanban Experience In 1 Free Book.
Project Manager's Guide to Kanban
The flexibility of Poka-Yoke allows for it not to be costly. For example, Toyota’s goal is to implement each mistake-proofing device for under $150. Depending on the size of the company, it can be an extremely cost-efficient endeavor.
When and How to Use it?
Poka-Yoke technique could be used whenever a mistake could occur or something could be done wrong – meaning everywhere. It can be successfully applied to any type of process in the manufacturing or services industry, preventing all kinds of errors:
-
Processing error: Process operation missed or not performed per the standard operating procedure.
-
Setup error: Using the wrong tooling or setting machine adjustments incorrectly.
-
Missing part: Not all parts are included in the assembly, welding, or other processes.
-
Improper part/item: The wrong part was used in the process.
-
Operations error: Carrying out an operation incorrectly; having the incorrect version of the specification.
-
Measurement error: Errors in machine adjustment, test measurement, or dimensions of a part coming in from a supplier.
Poka-Yoke is easy to implement because of its universal and rational nature. You can follow this step-by-step process to apply it:
- Identify the operation or process.
- Analyze the 5-whys and the ways a process can fail.
- Choose the right Poka-Yoke approach, such as using a shutout type (preventing an error from being made) or an attention type (highlighting that an error has been made).
- Take a comprehensive approach instead of thinking of Poka Yokes just as limit switches or automatic shutoffs.
- Determine whether a contact (use of shape, size, or other physical attributes for detection), constant number (error triggered if a certain number of actions are not made), or a sequencing method (use of a checklist to ensure completing all process steps) is most appropriate.
- Test the method and see if it works.
- Train the operator, review performance, and measure success.
We offer the most flexible software platform
for outcome-driven enterprise agility.
In Summary
Poka-Yoke technique is one of the most precious gems in the crown of Lean management. It is a way of ensuring quality without actually having a quality assurance process, rather than preventing defects to appear in the first place.
Poka-Yoke may be implemented in any industry and have many benefits, the most important of which are:
- Helps work right the first time
- In time makes it impossible for mistakes to occur
- It’s not costly